Znanstveno stručni simpozij
grafičara Blaž Baromić, Senj, Hrvatska ,19. – 21. lipnja 2003; Zbornik
radova
RELATION OF BOARD BOX STRENGTH AND GRAIN DIRECTION
Darko Babić; V. Vančina-Kropar; B. Lajić
Faculty of Graphic Arts in Zagreb
Getaldićeva 2
10000 Zagreb
darko.babic4@zg.tel.hr
ABSTRACT
Modern food, chemical, and pharmaceutical industry pack their products
in big transport corrugated board boxes, but they also use small board
boxes for individual commercial packaging. It is a common practice to
make the grain direction of those small folding board boxes parallel
to the box height, which creates large amounts of useless waste material
in their production process in the graphic industry. This adds to box
prices, but it also has negative consequences for the environment protection
because it increases board consumption per box. The grain direction
of big transport boxes is not the issue, but if this research proves
that the folding board box strength is only slightly different when
different height and grain dispositions are taken into account, and
if the machines used in the production process react in the same way
to those box types, we might be able to recommend to the graphic industry
a new way of producing such boxes. The new production system would make
a better use of board sheets by changing the grain direction, which,
in turn, would make the production cheaper and would be ecologically
better.
Key words: BCT-test, box blanks, tensile breaking
strength, grain direction
1. INTRODUCTION
The bearing capacity of small board boxes, which are closed by sticking,
is very important, especially in aesthetic way. Although all the board
boxes producers know that the grain direction in these boxes is parallel
with the height of the box, we have started to investigate the bearing
capacity of the box with the grain direction perpendicular its height.
In this investigation, the attention has not been paid to the appearance
of the grooves, which could look somewhat different because of the change
of grain direction, but one wanted to find out the bearing capacity
of such small boxes produced from boards. The boards of 250 g/m2 of
different qualities were varied. Somewhat lighter board than usually
used was chosen, with the intention that the strength of the material
itself participates as little as possible in the obtained result.
2. EXPERIMENTAL
2.1 Materials
We have examined 4 commercial boards of nominal grammage 250 g/m2..
The boards were produced as two- and three-layer boards, composed
of woodfree (virgin cellulose fibres), CTMP and recycled fibres. Only
the board No 2 was coated. The structure and description of investigated
boards are presented in Table 1.
| Number of Board |
Composition |
Description |
| 1 |
2 |
3 |
| 1 |
two-layer
upper: woodfree, coated
lower: recycled fibre, uncoated
|
Chromo-board
for
packaging
|
| 2 |
three-layer
upper, lower: woodfree, coated
middle: CTMP fibre
coated
|
Voluminous chromo-board
for special
packaging
|
| 3 |
two-layer
upper: woodfree, coated
lower: recycled fibre, uncoated
|
Graphic and
packaging board
|
| 4 |
two-layer, uncoated
recycled fibre, bleached (white)
|
Graphic and
packaging board
|
Table 1. Structure and description of commercial board grades
(250 g/m2)
2.2 Methods
Samples of all investigated boards were conditioned at 23 oC
and 50 % RH before the measuring of basic and mechanical properties,
done by using standard methods.
The following properties of boards were measured:
basic: thickness/caliper (ISO 534), grammage (ISO 536) and mechanical:
tensile breaking strength and tensile elongation/tensile strain (ISO
1924/2).
Relatively small boxes were made/produced from investigated boards;
30 boxes of each board (all together 120 boxes),
15 with grain direction parallel with the height of the box, and
15 with grain direction perpendicular to the height of the box.
The grain direction (MD) was marked by the letter A and
the cross grain direction (CD) was marked by the letter B.
The boxes were produced according to the following blank design:
a) the height of 150 mm and the ground plan of 50 x 50 mm,
b) the height of 200 mm and the ground plan of 50 x 50 mm,
c) the height of 200 mm and the ground plan of 70 x 70 mm.
The box blanks were done on plotter – cutter Premium line CM 1320,
Congsberg System (Norway) and cutting of box blanks is presented in
Figure 1.

Figure 1. Cutting of box blanks on plotter –
cutter
Premium line CM 1320

Figure 2. Investigated box blanks
In figure 2 some of investigated box blanks are presented.
The box blanks were glued together by hot-melt polyurethane adhesive
in order to avoid, eventual, weakening of the glued connections and
at the same time false results of box strengths were avoided too.
The testing of box strength was performed by the BCT method and the
compression tester Acquati (Milan, Italy) was used (Figure 3).
We tested 5 boxes with grain direction (A) parallel with the height
of the box and 5 boxes with grain (B) direction perpendicular to the
height of the box for each board and each blank design (a, b and c).

Figure 3. Testing of box strength by tester Acquati (Milan)

Figure 4. The look of the box after BCT testing
During the squeezing, the boxes were deformed up to the stopping
of the computer-aided tester at the moment when the first plastic
deformation of box was achieved. The look of box after BCT/compression
is shown in Figure 4.
3. RESULTS
From the results of thickness (20 test pieces were measured for each
board) and grammage (also 20 test pieces were measured for each board)
specific volume (v) was calculated for all investigated boards. The
results are given in Table 2.
In the same table the results of tensile breaking strength and tensile
elongation (tensile strain) of investigated boards are presented.
Obtained results are mean values of 10 tests done in grain direction
(A) and 10 tests in direction perpendicular to grain direction (B),
as well as, standard deviations.
| No of testing |
Board |
Specific
Volume
[cm3 g-1]
|
Grain direction |
Tens.
Streng.
[N]
|
Difference of the A and B direction tensile breaking
strength (%) |
|
Tens.
Elong.
[%]
|
|
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
| 1 |
1 |
1,17 |
A |
254,90 |
40,92 |
33,084 |
1,14 |
0,347 |
| 2 |
B |
101,90 |
2,331 |
3,24 |
0,389 |
| 3 |
2 |
1,51 |
A |
290,70 |
62,84 |
10,667 |
1,81 |
0,630 |
| 4 |
B |
182,70 |
5,437 |
2,79 |
0,268 |
| 5 |
3 |
1,13 |
A |
285,80 |
57,20 |
12,653 |
1,97 |
0,357 |
| 6 |
B |
163,50 |
5,563 |
3,53 |
0,377 |
| 7 |
4 |
1,17 |
A |
163,77 |
57,21 |
12,736 |
1,17 |
0,190 |
| 8 |
B |
93,70 |
3,466 |
2,06 |
0,133 |
Table 2. Tensile breaking strength and tensile
elongation (tensile strain) of investigated boards
The results of box strength performed by the BCT method are presented
in Table 3.
| |
|
|
|
|
|
| 1 |
2 |
3 |
4 |
5
|
6 |
| 1 |
1 |
A |
50x50x150 |
116
|
81,03 |
| 2 |
B |
94 |
| 3 |
A |
50x50x200 |
120
|
85,00
|
| 4 |
B |
102 |
| 5 |
A |
70x70x200 |
120
|
96,66 (3,34)
|
| 6 |
B |
116 |
| 7 |
2 |
A |
50x50x150 |
220
|
85,45
|
| 8 |
B |
188 |
| 9 |
A |
50x50x200 |
198
|
84,84
|
| 10 |
B |
168 |
| 11 |
A |
70x70x200 |
222
|
86,48
|
| 12 |
B |
192 |
| 13 |
3 |
B |
50x50x150 |
108
|
88,88
|
| 14 |
A |
96 |
| 15 |
B |
50x50x200 |
104
|
80,76
|
| 16 |
A |
84 |
| 17 |
B |
70x70x200 |
102
|
88,23
|
| 18 |
A |
90 |
| 19 |
4 |
A |
50x50x150 |
98
|
65,53 (34,47)
|
| 20 |
B |
64 |
| 21 |
A |
50x50x200 |
84
|
76,61
|
| 22 |
B |
64 |
| 23 |
A |
70x70x200 |
102 |
68,72 |
| 24 |
B |
70 |
Table 3. Results of the box strength
RESULTS ANALYSIS
From the results of the measuring, shown in table 2, it can
be concluded that our hypothesis proved correct and that the tested
board tensile elongation is almost twice as high in the grain direction
than it is transversely to them. This can be read from table 1, columns
6 and 8. It is evident from column 8, which shows the tensile elongation
of board, that the elongation is always greater in the direction transverse
to the grain direction. Table 2 also shows that the board tested does
not differ at all from the accepted standards of the material used
for the production of board folding boxes. Table 3 gives the BCT test
results, according to the grain direction and the box height. We tried
to establish weather the results for a bigger plan view surface and
a higher box with the same plan view surface differ greatly. The analysis
of table 3, column 6 shows that the smallest ratio (3.34%) was detected
in the first box (dimensions 70x70x200) and the biggest (34.47%) in
box 4 (dimensions 50x50x150). Other indicators and comparisons are
not consistent in their results regarding the relation of the box
height and strength. The results of the research focusing on the relation
of the plan view of a box and its strength are equally inconsistent,
so the only conclusion to be drawn from it is that the strength of
a box cannot be determined by cardboard quality. This is shown by
table 2, where the results for the tensile strength of different board
types are the same as those given in table 4, column 2, whereas the
compression strength results, given in column 3, are completely different.
The general conclusion to be drawn from the research is that the compression
strength of the boxes does not differ greatly in relation to the change
of grain direction (34.47% at the most), which confirms our initial
hypothesis. The conclusion is supported by figure 5, showing the correlations
of grain directions, box
(Kliknuti
na sliku za bolji prikaz)
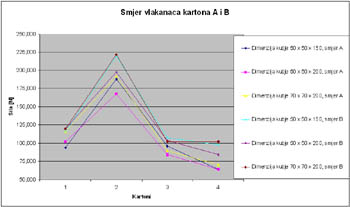
Figure 5: Simultaneous representation of board types and
compression strength of finished boxes, according to their grain direction
dimensions, and board types. The logical continuation of the research
would be the testing of the boxes in an automatic packaging machine.
If the obtained results turn out to be similar to those of our research,
we could advise the graphic industry to reconsider the traditional
way of making cardboard boxes with fibres parallel to the box height.
This would enable us to save much material, because box blanks in
a cardboard sheet would be placed in such a way as to make maximum
use of material and the waste quantity would be reduced, which would
help protect the environment by reducing paper consumption.
| Cardboard |
Tearing strength scale |
Compression strength scale |
| 1 |
2 |
3 |
| 1 |
4 |
2 |
| 2 |
1 |
1 |
| 3 |
2 |
3 |
| 4 |
3 |
4 |
Table 5: Cardboard quality scales comparison
We want to thank Holding Bilokalnik Factory IPA, especially its CEO,
engineer Mr. Španiček, and the head of its Central Laboratory, Mrs
Franjka Stojević, engineer, who helped us greatly with the box blanks
making and measuring of the results.
LITERATURE
M. Černič-Letnar, Papir za fleksibilno embalažo, Papir,
št. 1-2 (1966)9-12.
M. Černič-Letnar, Papir, karton, lepenka, valoviti karton, Ljubljana:
Inštitut za celulozo in papir, Seminarsko gradivo, 1999.
M. Černič-Letnar, Kakovost embalažnega kartona iz valovite lepenke,
Ljubljana: Inštitut za celulozo in papir, Seminarsko gradivo, 1999.
V. Kropar-Vančina, M. Černič-Letnar, Durability of coated and
uncoated boards, J. A. Bristow (Ed), Advances in Printing Science
and Technology, Pira International Ltd, Leatherhead 2001, 41-55.,
ISBN 1 85802 438 2
M. Černič-Letnar, V. Kropar-Vančina, The effect of accelerated
ageing on graphic paperboards dergradation, Restaurator, 2002, 118-132.
V. Vančina, M. Mikota, A. Golubović, Utjecaj vlage na krutost
nekih premazanih kartona, Acta Graph. 4 (1992) 199-203.
Marjeta Černič Letnar, Aleš Hladnik, Vesna Kropar Vančina, Effect
of Accelerated Ageing on Degradation of Unprinted and Printed Graphic
Paperboards, 29 th International IARIGAI Research Conference, Proceedings,
Advances in Graphic Arts Media Technology, Session 3 Quality Control.
D. Babić, V. Vančina, M. Mikota, A. Golubović, B. Lajić, Kvaliteta
žlijebljenja u ovisnosti o krutosti, Zbornik radova s 12. znanstveno-stručnog
simpozija Intergrafika '93, Grafički fakultet Sveučilišta u Zagrebu
i Revija Acta Graphica, Zagreb 1993, 212-220.
M. Černič-Letnar, V. Kropar-Vančina, L. Scheicher, Optična obstojnost
grafičnih kartonov, Grafičar, 2 (2001) 14-23.
M. Černič-Letnar, V. Kropar-Vančina, Vpliv sestave in površinske
obdelave grafičnih kartonov na optično in barvno obstojnost, Papir,
3-4 (2001) 69-76.
M. Černič-Letnar, L. Scheicher, V. Kropar-Vančina, Optična in
barvna obstojnost grafičnih kartonov in laboratorijskih odtisov, Zbornik
predavanj, 27. mednarodnog letnog simpozija DITP, Bled, Slovenija,
2000., 133-140.
V. Vančina, M. Mikota, A. Golubović, Utjecaj vremena klimatizacije
na krutost nekih premazanih kartona, Zbornik radova s 13. znanstveno-stručnog
simpozija Intergrafika '94, Acta Graphica d.o.o. i Grafički fakultet
Sveučilišta u Zagrebu, Zagreb 1994., 60-68.

